Processing and Manufacturing of Steel Wheel , Steering Wheel and
Wheel
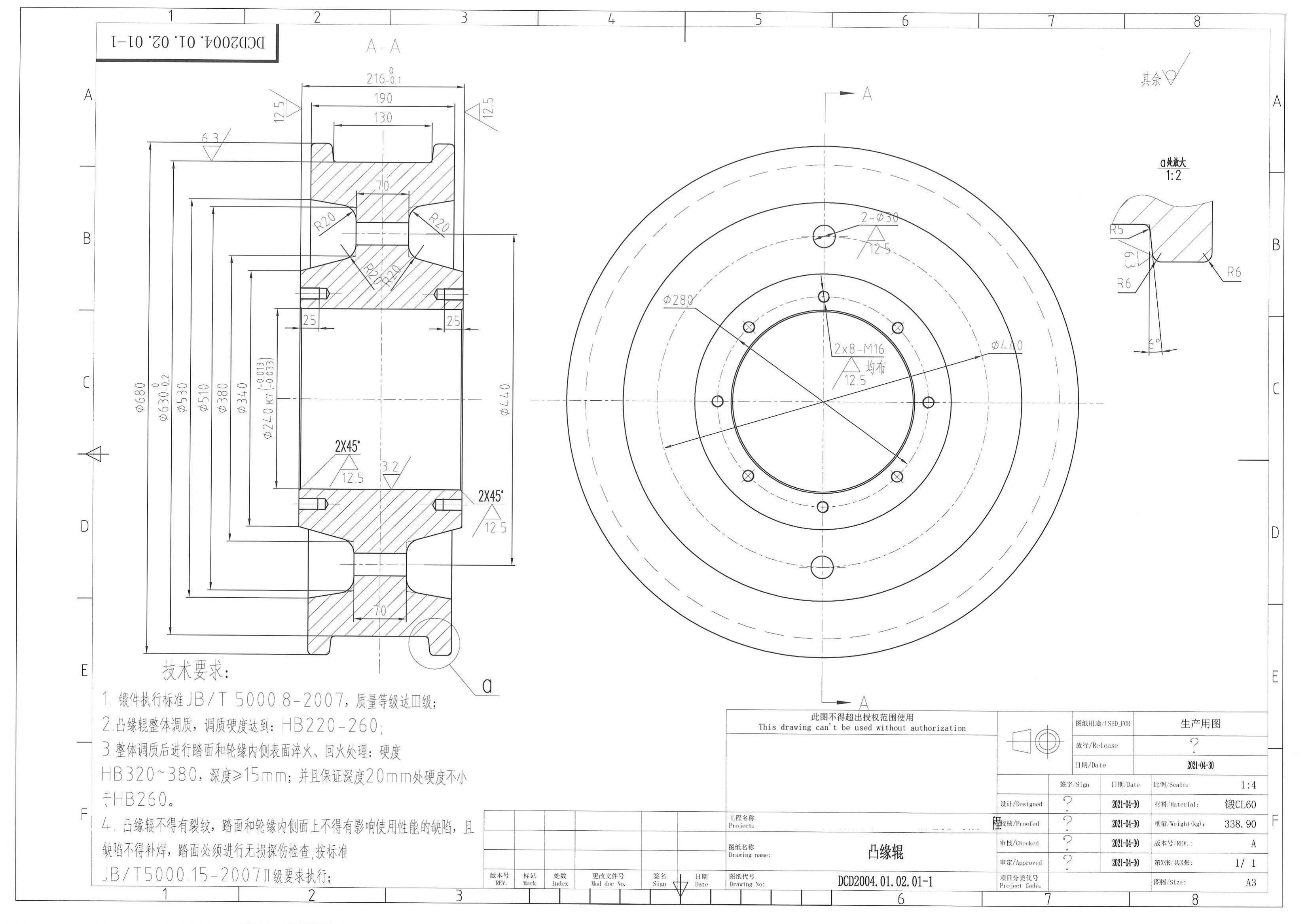
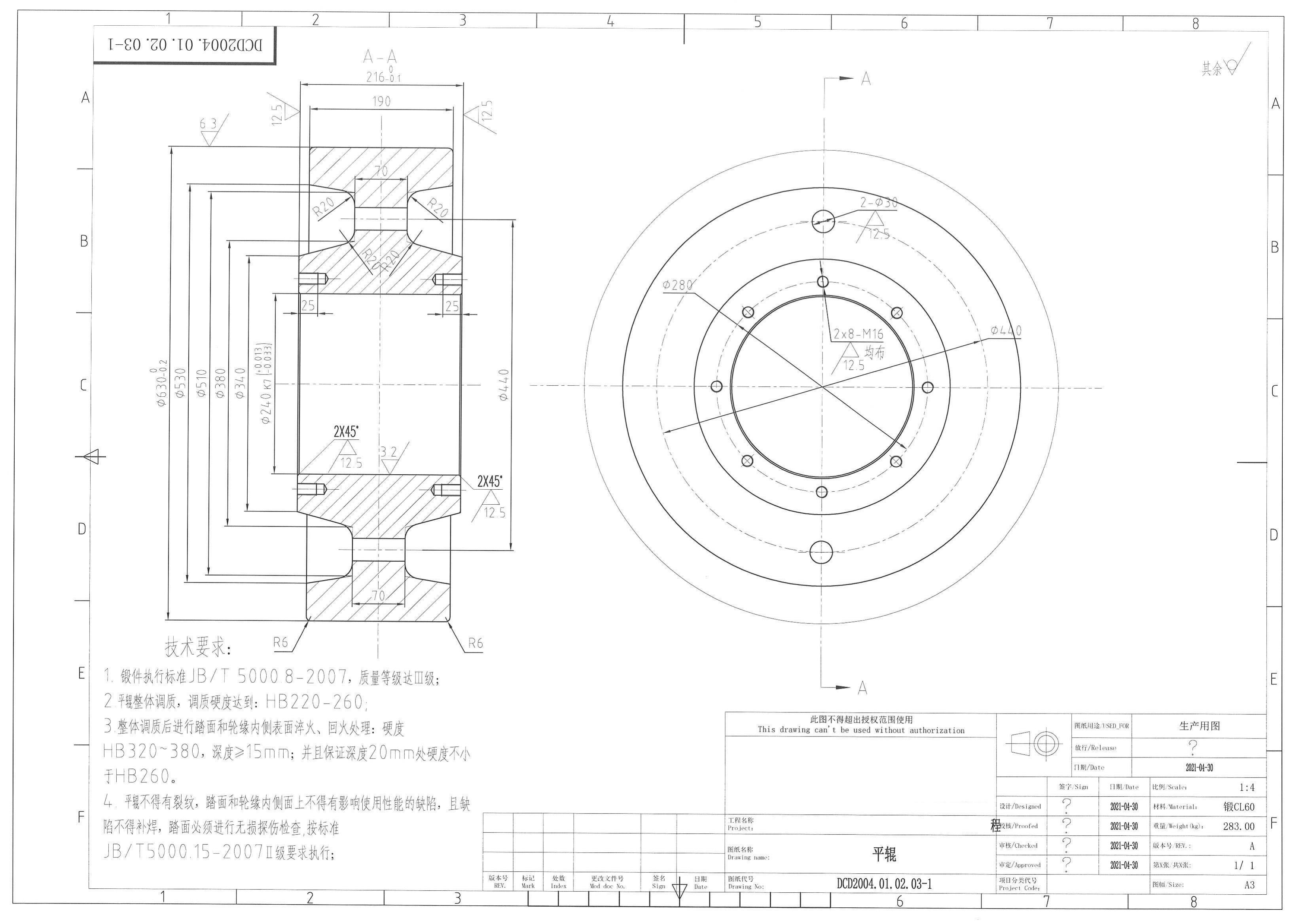
1. The material is CL60, and its melting chemical composition shall
comply with the provisions of TB / t2817. The heat treatment status
of wheels is overall quenching and tempering treatment after
forging, and the tread and rim are quenched + tempered. The batch
principle is wheels with the same melting furnace number, the same
model and the same heat treatment status. The hardness value of
tread and rim surface is required to be 300 ~ 380hb, the hardness
is distributed in steps, and the hardness at 20mm below the tread
is not less than 260hb. After heat treatment, the surface hardness
of each wheel shall be uniformly tested at three points on the
tread to meet the drawing requirements confirmed by both parties.
2. The wheels are required to be forgings, which shall meet the
corresponding requirements of JB / t5000.8-2007, and the quality
grade of forgings is class III. Forgings shall be free from surface
defects, such as cracks, indentations, joints and any other defects
that can affect product quality.
3. The wheel shall be free of cracks, the tread and rim shall be
free of defects affecting the service performance, and the defects
shall not be repaired by welding.
4. In order to ensure the product quality, 100% ut NDT shall be
conducted for the whole wheel, and 100% MT inspection shall be
conducted for the wheel tread and rim. The flaw detection method
and results shall meet the class II quality requirements of JB /
t5000.15-2007.
5. The performance test of raw material test bar shall be conducted
for each furnace of raw materials, and the test results shall
comply with the provisions in Table 1.
Table 1
| stretching | attack |
ReH (N/mm2) | Rm (N/mm2) | A5 (%) | Z (%) | KU2(J) (+20℃,groove depth2mm) |
| ≥550 | ≥950 | ≥16 | ≥35 | Average value≥16 |
| Normal temperature tensile specimens with d0 = 10mm and l0 = 50mm
shall be used | The U-shaped 2mm groove depth normal temperature impact specimen is
adopted |
| Test method GB / T 228 | Test method GB / T 229 |
6. For each heat of raw materials, a high-power sample shall be
taken from the forging test bar of raw materials according to the
requirements of GB / t10561 for non-metallic inclusion evaluation,
and the results shall comply with the provisions of Table 2. The
inspection surface shall be a longitudinal section passing through
the axis of the test bar, with an area of about 200mm2 (L) × B:20mm
× 10mm).
Table 2
| Inclusion type | Fine system | Coarse system |
| A | ≤2.5 | ≤1.5 |
| B | ≤3.0 | ≤2.0 |
| C | ≤2.5 | ≤2.0 |
| D | ≤2.5 | ≤2.0 |
| A+B+C+D | ≤5.5 |
7. The wheel tread shall be marked with paint "furnace code +
billet number + drawing number"; "Furnace code + billet number"
shall be printed on the rim end face with steel seal, and the word
height shall be 10mm.
8. There are complete forging manufacturing process procedures,
heat treatment process procedures and complete quality control
system to ensure product quality.
Standard products
Case1
Case2
Case3